
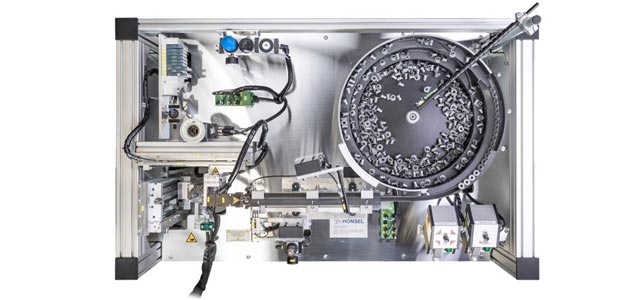
Riwo VNG DMSD 2G
Le Riwo VNG DMSD 2G modulaire est une unité entièrement automatique pour la pose d'écrous à sertir et de goujons à sertir dans un système automatisé.
- Unité de réglage pneumatique / hydraulique RivSys VNG DMSD 2G
- Axe cantilever électrique librement programmable avec une précision de répétition élevée (+/- 0,05 mm) et système de mesure de position intégré (+/- 0,01 mm)
- Unité de ressort magnétique pour la compensation de poids
- Montage flottant de l'unité de réglage pour compenser les forces transversales lors du processus de dévissage
- Unité pivotante / pince pour transférer l'écrou à sertir ou la vis à riveter aveugle à l'unité de réglage
Le Riwo VNG DMSD 2G se compose soit d'un outil de réglage pneumatique-hydraulique ou électro-hydraulique RivSys VNG, qui est adapté à un moteur linéaire électrique avec mesure de position intégrée. Pour compenser les tolérances angulaires de la pièce ou lorsque la pièce est fournie et les efforts transversaux résultants lors de la pose, l'outil de pose est monté flottant afin de pallier les problèmes de broche après la pose.
Le connecteur est transféré à l'outil de pose via une pince rotative pneumatique.

Tolérances - fourniture des composants
La position du trou de réglage doit être dans une tolérance de ± 0,2 mm par rapport à l'outil de réglage pour garantir que le connecteur puisse plonger dans le trou de réglage. Le montage flottant de l'outil de pose garantit que s'il y a une pression entre le connecteur et le composant, il n'y a aucun problème de dévissage après le processus de pose. Il est à noter que le Riwo est une unité fixe dans laquelle l'outil de pose est déplacé dans le sens axial vers le composant. La disposition des composants, compte tenu des tolérances des composants, est responsable du fait que l'alésage de réglage est également réalisé ici.
En pratique, le chanfrein de rodage sur le connecteur favorise le processus de rencontre du trou de pose et de plongée dans le trou de pose. Tant qu'il est assuré dans la disposition des composants que ce fait est réalisé, le jeu dans la structure avant de l'outil de pose et dans l'adaptation de l'outil de pose assurent également que le connecteur est complètement immergé dans l'alésage.
Comme décrit, le montage flottant de l'outil de réglage garantit que les forces transversales générées lors du réglage en raison d'un décalage ou d'une déviation angulaire du trou sont compensées et peuvent également être broches après le processus de réglage.

1. Les écrous à sertir aveugles sont introduits dans une section de stockage via un dispositif d'alimentation. À la fin de la section d'accumulation, ils sont séparés et injectés à travers un tuyau et de l'air comprimé dans un dispositif de transfert.
2. Le dispositif de transfert se compose d'une pince rotative pneumatique par laquelle l'écrou à sertir aveugle est amené en position de filetage.
3. L'écrou à sertir aveugle est positionné par rapport au mandrin rotatif et vissé automatiquement.
4. La pince rotative est ramenée en position de prise en charge.
5. L'outil de pose est amené en position de travail avec l'unité linéaire, l'écrou à sertir aveugle plonge dans le trou.
1. Les écrous à sertir aveugles sont introduits dans une section de stockage via un dispositif d'alimentation. À la fin de la section d'accumulation, ils sont séparés et injectés à travers un tuyau et de l'air comprimé dans un dispositif de transfert.
2. Le dispositif de transfert se compose d'une pince rotative pneumatique par laquelle l'écrou à sertir aveugle est amené en position de filetage.
3. L'écrou à sertir aveugle est positionné par rapport au mandrin rotatif et vissé automatiquement.
4. La pince rotative est ramenée en position de prise en charge.
5. L'outil de pose est amené en position de travail avec l'unité linéaire, l'écrou à sertir aveugle plonge dans le trou.

Système de contrôle DMSD 2G
Le processus de pose d'un écrou à sertir est surveillé à l'aide du système de surveillance de processus DMSD-2G. Pendant le processus de rivetage, la courbe de force est enregistrée en fonction de la course parcourue par l'outil de rivetage. Après la fin de la course motrice, le rivetage est évalué. Les critères suivants peuvent être vérifiés lors de l'évaluation :
- Évaluation de l'ensemble de la courbe force-déplacement avec jusqu'à 10 éléments d'évaluation
- Choix d'éléments d'évaluation allant de la simple surveillance des valeurs limites à la surveillance de la fenêtre en passant par la surveillance de la courbe enveloppe
- Surveillance du nombre de connecteurs réglés lorsque le mode travail est activé.
Temps d'un cycle
Pour le réglage d'un écrou à sertir / d'une vis à sertir, y compris l'alimentation automatique de l'écrou à sertir / d'une vis à sertir à l'outil de pose, nous avons besoin d'environ 5 secondes.
Le temps de cycle se compose comme suit :
- Filetage de l'écrou à sertir aveugle = 2.5 sec.
- Réglage de l'écrou à sertir = 2,5 sec.
(Approchez-vous de la position définie (course de 200 mm), réglez, dévissez et revenez à la position 0)
Remarque : La vis de rivet aveugle est introduite dans le système de transfert parallèlement au processus de pose.
