
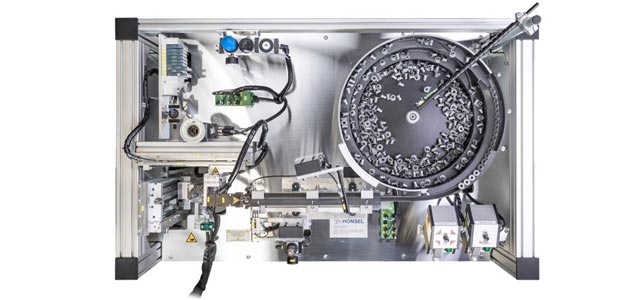
Riwo VNG DMSD 2G
Die in Modulbauweise konzipierte Riwo VNG DMSD 2G ist eine vollautomatische Einheit zum Setzen von Blindnietmuttern und Blindnietschrauben innerhalb einer automatisierten Anlage.
- Pneumatisch / hydraulische Setzeinheit RivSys VNG DMSD 2G
- Frei programmierbare elektrische Auslegerachse mit einer hohen Wiederholgenauigkeit (+/-0,05 mm) und integriertem Wegmesssystem (+/-0,01 mm)
- Magnetische Federeinheit zur Gewichtskompensation
- Schwimmende Lagerung der Setzeinheit zur Kompensierung von Querkräften beim Abspindelvorgang
- Schwenk- / Greifereinheit zur Übergabe der Blindnietmutter oder Blindnietschraube zur Setzeinheit
Die Riwo VNG DMSD 2G besteht wahlweise aus einem pneumatisch-hydraulischem oder elektrisch hydraulischem Setzgerät RivSys VNG, welches an einem elektrischen Linearmotor mit integrierter Wegmessung adaptiert ist. Zur Kompensierung von Winkeltoleranzen des Bauteils oder bei der Bauteilbereitstellung und daraus resultierenden Querkräften beim Setzvorgang, ist das Setzgerät schwimmend gelagert, um Problemen beim Abspindeln nach dem Setzvorgang entgegenzuwirken.
Die Übergabe des Verbinders zum Setzgerät erfolgt über einen pneumatischen Drehgreifer.

Toleranzen - Bauteilbereitstellung
Die Position der Setzbohrung sollte innerhalb einer Toleranz von ±0,2mm zum Setzgerät liegen, um sicherzustellen, dass der Verbinder in die Setzbohrung eintauchen kann. Die schwimmende Lagerung des Setzgerätes sorgt dafür, dass es bei einem Zwang zwischen Verbinder und Bauteil zu keinen Problemen beim Abfädeln nach dem Setzvorgang kommt. Es ist festzuhalten, dass es sich bei der Riwo um eine stationäre Einheit handelt, bei der das Setzgerät in axialer Richtung zum Bauteil verfahren wird. Dafür das die Setzbohrung hierbei auch getroffen wird, ist grundsätzlich die Bauteilbereitstellung, unter Berücksichtigung der Bauteiltoleranzen, verantwortlich.
In der Praxis verhält es sich so, dass die Einlauffase am Verbinder den Vorgang des Treffens der Setzbohrung und des Eintauchens in die Setzbohrung begünstigt. Solange innerhalb der Bauteilbereitstellung gewährleistet wird, dass dieser Umstand erreicht wird, sorgt das Spiel im Vorderen Aufbau des Setzgerätes und in der Adaptierung des Setzgerätes auch dafür, dass der Verbinder vollständig in die Bohrung eintaucht.
Wie beschrieben, sorgt die schwimmende Lagerung des Setzgerätes dafür, dass die beim Setzen durch einen Versatz oder eine Winkelabweichung der Bohrung entstandene Querkräfte kompensiert werden und im Anschluss an den Setzvorgang auch abgespindelt werden kann.

1. Die Blindnietmuttern gelangen über eine Zuführeinrichtung in eine Staustrecke. Am Ende der Staustrecke werden sie vereinzelt, und durch einen Schlauch über Druckluft in eine Übergabeeinrichtung geschossen.
2. Die Übergabeeinrichtung besteht aus einem pneumatischen Drehgreifer, über diesen wird die Blindnietmutter in Auffädelposition gebracht.
3. Die Blindnietmutter wird zum sich drehenden Gewindedorn positioniert und automatisch aufgefädelt.
4. Der Drehgreifer wird zurück in die Übernahmeposition geschwenkt.
5. Mit der Lineareinheit wird das Setzgerät in die Arbeitsposition gebracht, die Blindnietmutter taucht dabei in die Bohrung ein.
6. Durch die pneumatische Ansteuerung des Druckübersetzers wird die Setzkraft der Blindnietmutter aufgebracht.
7. Der Setzprozess der Blindnietmutter wird mit Hilfe der Prozessüberwachung DMSD überwacht. Hierbei wird während des Setzprozesses der Kraftverlauf in Abhängigkeit vom zurückgelegten Hub des Setzgerätes aufgezeichnet. Nach der Beendigung des Krafthubes erfolgt die Auswertung der Vernietung.
8. Durch die pneumatische Ansteuerung des Luftmotors des Setzgerätes wird die Blindnietmutter abgefädelt.
9. Die Linearachse wird in Grundstellung gefahren.
10. Durch das Handling wird das Werkstück mit seiner weiteren Bohrung zum Setzgerät RivSys VNG positioniert. Die Punkte 2 bis 10 laufen für die nächsten Blindnietmuttern analog ab.

Prozessüberwachung DMSD 2G
Der Setzprozess einer Blindnietmutter wird mit Hilfe der Prozessüberwachung DMSD-2G überwacht. Hierbei wird während des Nietprozesses der Kraftverlauf in Abhängigkeit vom zurückgelegten Hub des Nietgerätes aufgezeichnet. Nach der Beendigung des Krafthubes erfolgt die Auswertung der Vernietung. Bei der Auswertung können die folgenden Kriterien überprüft werden:
Taktzeit
Für das Setzen einer Blindnietmutter / Blindnietschraube, inkl. des automatischen Zuführens der Blindnietmutter / Blindnietschraube zum Setzgerät, benötigen wir ca. 5 sek.
Die Taktzeit setzt sich hierbei wie folgt zusammen:
- Auffädeln der Blindnietmutter = 2,5sek.
- Setzen der Blindnietmutter = 2,5sek.
(Anfahren der Setzposition (200mm Verfahrweg), Setzen, Abfädeln und Zurückfahren in 0-Position)
Hinweis: Das Zuführen der Blindnietschraube in das Übergabesystem erfolgt parallel zum Setzvorgang.
