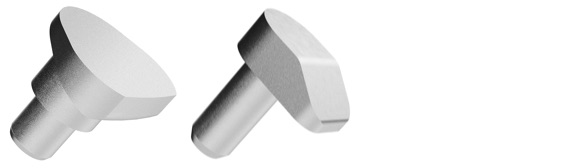
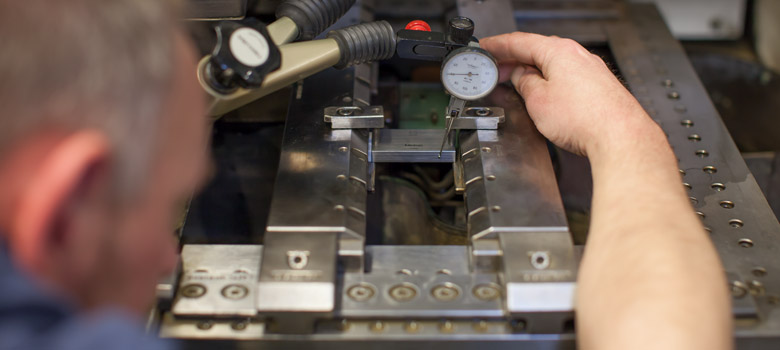
Als Spezialist für Kaltumformung fertigt HONSEL kundenspezifische Vollteile mit engen Toleranzen in unterschiedlichen Geometrien. Die spezialisierte Fertigungstiefe sowie die 100%ige Qualitätsüberwachung der produzierten Teile zeichnen das Unternehmen aus.
HONSEL Bolzen, weltweit millionenfach verbaut in Kupplungssystemen sind ein erstklassiger Beleg dafür.