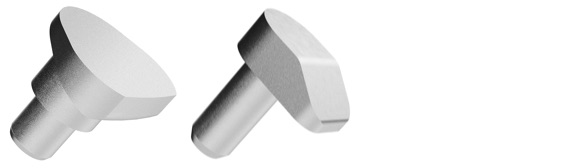
As a specialist for cold forming, HONSEL manufactures customised solid parts with close tolerances in a wide range of geometries. The specialised manufacturing depth and the 100 % quality control of the produced parts are the hallmarks of the company.
HONSEL bolts, installed in millions of clutch systems worldwide, are a first-class example of this.