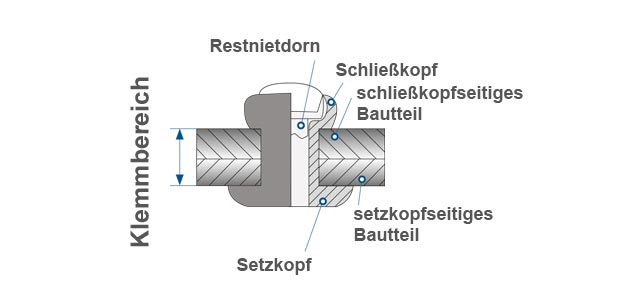
Nach dem Einführen des Nietes in das Bauteil wird durch Zug am Nietdorn die Niethülse verformt und ein Schließkopf gebildet.
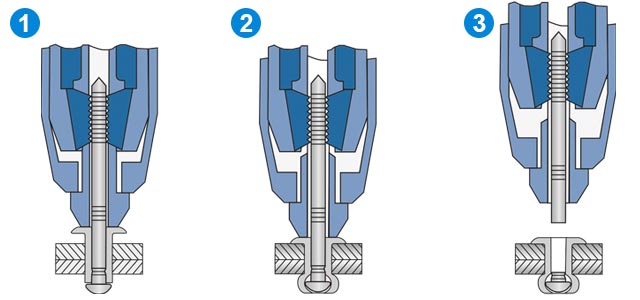
Zur Verarbeitung des Blindnietes wird ein passendes Nietwerkzeug benötigt. Dies kann durch Muskelkraft (Handgeräte) oder Fremdkraft (z. B. pneumatisch-hydraulische Setzgeräte oder Akku-Nieter) angetrieben werden.
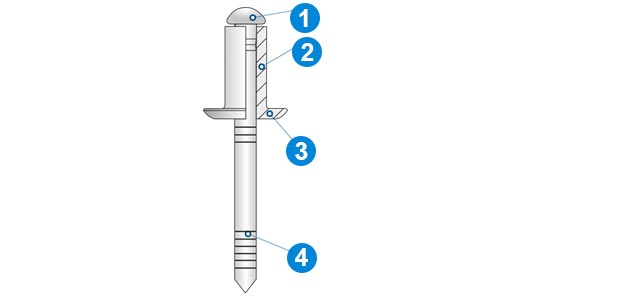
Der Dorn reißt an einer speziell definierten Stelle ab. Offene, geschlossen oder hochfeste Ausführungen, Mehrbereichs- oder Spreizblindniete, mit Flach-, Senk- oder Großkopf und mehr... - die Vielfalt der verfügbaren Abmessungen, Arten und Varianten ist nahezu grenzenlos.