
Contact corrosion
Contact corrosion causes surface damage in the area of a pairing of different metals in the presence of an electrolyte due to the difference in electrical potential. The material is always removed from the less noble metal (anode). Appropriate protective measures are:
- Use of identical or near-identical material combinations with different material grades:
Surface corrosion
Surface corrosion is the removal of material from surfaces and conversion of the material into oxidation products (e.g. rust). Appropriate protective measures are:
- Application of a surface coating (passive corrosion protection)
- Use of corrosion-resistant materials (stainless steel, copper, aluminium and aluminium alloys) (active corrosion protection)
Passive corrosion protection
Electro-galvanizing
The zinc coat is applied to rivets made from steel, CuNi and NiCu alloy rivets by galvanic processes. The thickness of the coat should be at least 3 μm, but not more than 20 μm. Steel rivets are galvanised primarily to protect the rivet body from corrosion, but also to reduce contact corrosion when inserted in aluminium parts. Rivets of copper-nickel and nickel-copper alloys are primarily galvanised in order to improve their contact corrosion behaviour.
Zinc-nickel coating
Galvanised zinc-nickel coatings are applied when extremely high demands are made on the corrosion resistance of a steel rivet. With an identical coat thickness, galvanised zinc-nickel coatings provide an approx. 500 % higher corrosion resistance than with a normal zinc coating.
Chromating of electroplated layers
Chromating of galvanically coated parts increases the corrosion resistance. Depending on the method of chromating, the resistance can be almost doubled.
Lacquer coating
In order to provide colour, rivets can also be coated with organic lacquers. This process is primarily carried out on aluminium materials; a practically unlimited choice of RAL and NCS colours is possible, and well as other colour shades.
Anodising
Anodising is a further method for coating aluminium rivets. This electrochemically applied coat is used to increase the corrosion resistance of the surface and for colouring. The surface adhesion is high, but only a limited range of colours are possible.
Microlayer corrosion protection systems (MCS)
Microlayer corrosion protection systems are modern methods for the surface coating of materials. They allow excellent corrosion protection to be combined with additional properties such as colouring and the setting of defined friction coefficients. MCS systems are selected on the basis of the specific requirements and the parts to be coated.
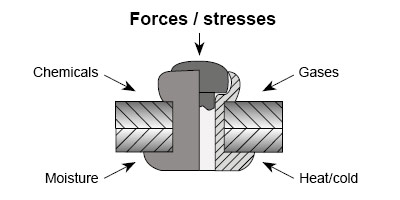
They contain neither heavy metals nor environmentally harmful chemicals. MCS systems are widely used in the automotive industry - the MCS systems we use are free from hexavalent chromium. Moisture Heat/cold Chemicals Gases Forces / stresses Active corrosion protection Anode current




Corrosion behaviour of nickel/copper blind rivets (NiCu30Fe)
Tap water
NiCu30Fe has excellent corrosion resistance in distilled, hard or soft water.
Salt water
NiCu30Fe has very good resistance to seawater. In stationary seawater, slight surface corrosion may occur due to the accumulation of oxygen-forming marine organisms. Neutral and alkaline salts High corrosion resistance when used in neutral and alkaline salt solutions.
Acid salts
NiCu30Fe has good corrosion resistance to salt solutions such as zinc chloride, ammonium sulphate, aluminium sulphate, aluminium chloride, etc.
Oxidising acid salts
NiCu30Fe is not very resistant to most oxidizing acid salts such as iron(III) chloride, silver nitrate, mercuric chloride and acids with oxidizing constituents.
Oxidising alkaline salts
Hypochlorites are the only common alkaline salts with a strong corrosive effect on NiCu30Fe.
Mineral acids
NiCu30Fe has good corrosion resistance to all acids with the exception of strong oxidizing acids. In air-free acid, a temperature increase is of no importance. In air-saturated acid, the corrosion effect is strongest at about 85 °C. Good resistance to sulphuric acid, hydrochloric acid, hydrofluoric acid, etc. can therefore be expected. Phosphoric acid and hydrogen sulphides have no corrosion effect under the above conditions.
Oxidising acids
NiCu30Fe has only limited suitability for contact with strong oxidizing acids. Considerable corrosion can already occur, for example, in 1 % nitric acid with strong movement of the acid.
Organic acids and compounds
NiCu30Fe has good corrosion resistance to all common acids. Practically no corrosion is caused by neutral and alkaline organic compounds. These acids are e.g. acetic acid, fruit or food acids, fatty acids etc.
Alkalines
NiCu30Fe is resistant to most alkaline solutions. Practically no corrosion is caused e.g. by caustic soda in concentrations up to 50 %. In a caustic soda evaporator the NiCu30Fe parts lasted ten years without significant corrosion, whereas the same parts made of steel had to be replaced after one year.
Moist and dry gases
NiCu30Fe is corrosion-resistant to all common dry gases. Dry chlorine gas, for example, has no corrosive effect on NiCu30Fe. This metal alloy is resistant to the corrosive and erosive effect of steam at temperatures up to 400 °C. In contrast to many other alloys, NiCu30Fe showed neither fatigue nor did it become brittle on prolonged exposure to superheated steam.